数控机床在线测量技术研究
传统的离线测量方式,即采用拆卸移动工件的检测方式,涉及二次装夹定位问题,使得加工结果和测量结果的一致性差,导致生产周期延长、生产效率降低。拆卸移动工件的检测方式是阻碍数字化制造整体效率提高的主要原因[2]。在线测量,即加工与测量过程均在同一设备上实施的检测方式[3],工件经过一次装卡便可完成加工与测量工作,避免了二次装夹定位误差,可降低测量成本,减少生产辅助时间,提高生产效率和加工精度。数控机床在线测量技术具有采样速度快、精度高的特点,实现了工件的数字化数据采集和精度评价[4]。
与三坐标测量机(Coordinate Measuring Machining)相比,由于数控机床在线测量环境复杂,误差影响因素较多,但三坐标测量机价格昂贵,性价比与应用的广泛程度远不如数控机床[5]。因此在精度要求不是很高时,数控机床在线测量技术更具优势。
数控机床在线测量技术是加工测量一体化技术的重要组成部分,可以扩展数控机床的功能,有效地提高现有机床的使用价值,保证零件的加工质量[1,6,7]。因此,数控机床在线测量得到现代制造企业的重视和应用,具有重要的研究和应用价值,国内外研究人员针对此方面进行了大量的研究工作,并在实际中进行了推广和应用[8]。
机床在线测量组成结构
现代数控机床较之以前在开放性方面有了很大的提升,现代数控系统良好的扩展性和兼容性使得一台数控机床兼具一定精度的三维坐标测量功能成为可能[6,9-10]。如果把机床与测量系统有机地集成起来,在零件加工的同时,又可以实现工件的在线测量。
数控在线测量系统组成主要包括硬件和软件两部分。类似数控加工系统,其硬件系统主要包括数控机床系统和测头系统;软件系统则是利用二次开发技术,实现类似于数控加工编程的在线测量编程,得到驱动数控机床实现测量的NC代码[11]。数控机床在线测量系统的原理示意图如图1所示。
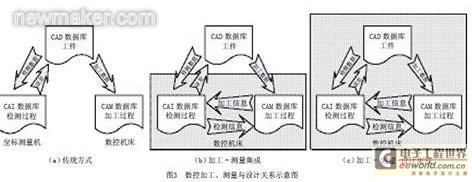
尽管数控机床在线测量具有诸多优点,但现有的在线测量系统,大都是专用的,测量功能单一,不能满足加工零件的复杂性、多样性需求。在机床在线测量系统基础上,将其与CAD系统进行集成,经过CAD系统的二次开发,实现测量编程和仿真验证,增大了数控机床在线测量的灵活性及工作范围,实现了设计+加工+测量(Design-Manufacturing-Inspection,简称D-M-I)的集成。数控加工、测量与设计三者在不同阶段的集成示意图如图3所示。
1 工作原理
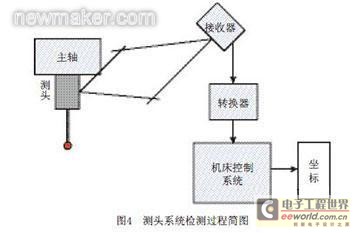
在线检测系统中直接影响精度的关键部件是测头[6],具有搜索前进的能力的触发式测头最为常用[7,13-14],向数控系统提供触发信号以获得触发点的坐标[9,13]。测头系统最关键的一个功能是可生成程序中断指令,当测头测端与被测工件接触时,测头系统向数控机床发送一外部中断请求(该中断请求由测头触发信号提供)。当机床控制系统接收到中断后,便通过定位系统锁存此时测端球心的坐标值,以此来确定测端与被测工件接触点的坐标值。测头系统检测过程如图4所示。
在线检测运动是通过输入到数控系统中的数控检测程序的控制实现的。由于数控机床采用的数控系统不同,其控制方法和编程代码等有所差别。
2 测头定位
为使数控机床能够准确、高效、快速地完成每一次的在线测量,在一次测量任务中需多次测量触发。根据测头在一次测量过程中运动,需设定3种距离[15],如图5所示。


评论