基于C8051和μC/OS-Ⅱ的数控机床嵌入式执行控制器
(4)加工监控任务
加工监控任务根据当前的工作状态(手动方式或自动方式)激活插补计算任务,并进行加工状态的监控。手动工作方式下,操作员在PC机上手动控制刀具向 -x,+x,-y,+y,-z,+z六个方向运动、刀具返回基准点、端面找正和孔中心定位等操作。自动工作方式下,操作员向控制器传送直线、圆弧的运动命令,控制器自动完成该线形的运动。加工监控任务的实时性要求较高。
(5)插补计算任务
插补计算任务是计算轮廓起点和终点的中间点坐标值。本系统采用逐点比较法进行插补,插补任务每执行1次产生1个行程增量,每个行程增量以1个脉冲的方式输出给步进电机。插补任务的运行周期可能低于操作系统时钟,达到每秒数千次,因此使用定时器1作为插补运动时间控制器。插补计算任务在该软件中的实时性要求最高。
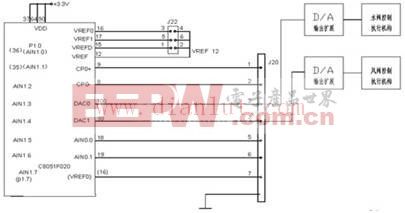
(6)间隙电压检测和限位开关状态检测任务
该系统用于电火花线切割数控机床,间隙电压是电火花加工时工具(电极丝)与工件之间的放电电压,该数据是对放电加工过程进行实时检测的重要参数,需要实时采集。限位开关是指刀具运动到加工台边界位置时,触发的一个状态开关。当到达这个感应开关时刀具应该停止工作,起到一个保护作用,也就是限定了运动的位移,该信息也需要实时采集。这两个任务具有实时性高,执行频繁,执行时间短的特点,因此把它们设为一个检测任务。与插补任务相同,由于检测任务的运行周期低于操作系统时钟,因此使用定时器3作为检测任务的时间触发器。
上面将实现的功能划分为6个任务,介绍这些任务的功能,并对其实时性要求做了分析。上述任务划分如表1所示。
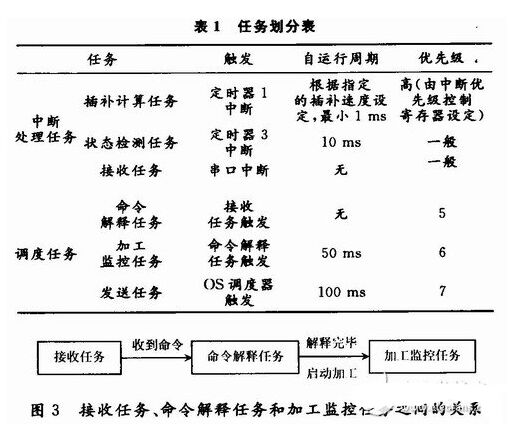
3.3 任务间通信
在完成任务划分后,还需要考虑任务的通信和同步。发送任务与检测任务是独立的,接收任务、命令解释任务和加工监控任务存在联系,如图3所示,这里需要使用信号量和邮箱解决任务间的通信同步。
(1)命令信号量SemCmd。当接收任务接收到一条命令信息时,发出该信号量,由命令解释任务接收,取出并解释命令后,清除该信号量,允许接收新命令。
(2)加工启动消息邮箱Mbox。当命令解释任务发现命令信息为插补命令时,将信息翻译成约定格式存入邮箱,发送出去,加工监控任务接收。
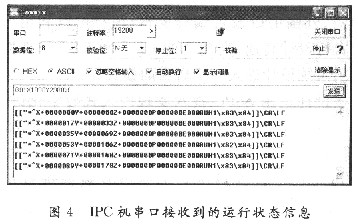
4 实验结果
实验测试,IPC通过串口向执行控制器发送直线插补命令G01X1000Y2000LF,如图4所示,观察返回信息中的x,y轴坐标,各点基本分布于点(O,O)与点(1000,2 000)的直线周围,误差小于1个运动当量,这说明整个系统运行正常。
5 结语
C8051F020($12.6125)处理器具有丰富的硬件资源和强大的处理性能,μC/OS-Ⅱ具有实时性高,通用性好,移植、扩展方便等特点。基于该软硬件平台,可以降低系统的复杂度,提高产品的开发速度。经验证,该硬软件系统能满足该数控系统的要求,具有可行性。





评论