DeviceNet现场总线的汽车涂装线控制系统设计
一、概述
本文引用地址:http://www.eepw.com.cn/article/201609/303322.htmDeviceNet现场总线是世界一流的自动化控制和信息解决方案供应商美国罗克韦尔自动化(Rockwell Automation)公司推出的最优的工业控制网络技术NetLinx的底层网络。
1.1 DeviceNet系统组成:
一个完整的DeviceNet网络由以下几部分组成:
① 主控器(PLC或PC)
② 现场输入/输出模块:用于连接工业控制系统中的各种现场装置,如:传感器、按钮、指示灯、阀门、变送器等,产品包括可直接安装在恶劣工业环境的IP67防护等级的输入/输出模块和适合安装在操作台和控制柜中的IP20防护等级的输入/输出模块。
③ 其他现场装置:变频器,人机界面等复杂的现场装置,可以通过独立的DeviceNet接口连接到现场总线上,以获取更多的信息。
④电缆及网络附件:各种总线电缆、辅助电源电缆、连接现场输入/输出装置的电缆和接插件、无源多端口接线盒、总线T型头、电源T型头、终端电阻等。
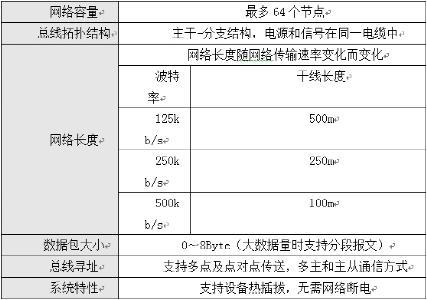
1.2 DeviceNet系统特点:
① DeviceNet具有强大的抗电磁干扰的能力。
② 软件支持在线自动建立系统,使用更方便。网络最多支持64个节点。
③ 总线电源与通讯信号使用同一电缆。
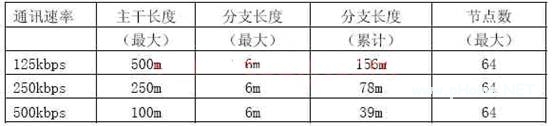
④ 通讯速率/通讯距离。
在汽车生产线中,输送设备是汽车生产流水线的主干,高效率的汽车生产必然要求先进的生产线控制方式。早期采用的是传统的PLC集中控制,控制系统精度低、操作不便;所有的数字量与模拟量I/O点均从PLC柜内接线,导线用量大、布线复杂、故障率高,给现场调试和维护带来了诸多不便,严重地影响了生产,已不适应现代化汽车企业的生产要求。
针对上述存在问题,提出一种在汽车生产过程中进行车身输送并实现自动化控制的系统。
二、汽车涂装生产线控制系统设计
2.1 控制系统主要组成
上海汇众汽车仪征轻客基地油漆车间包括前处理、电泳底漆、密封胶、中涂漆、面漆和空腔注蜡等工序。
本汽车涂装生产线控制系统,包括输送系统、控制系统和输出系统,其中:
输送系统包括用于将车身输送至各个工序的链条输送机、滚床、移行机、旋转装置、升降机以及多个检测单元;
控制系统包括电泳烘干控制模块、喷涂控制模块和面漆检查控制模块,基于DeviceNet现场总线的网络,其上连接的输入设备有按钮、急停开关、接近开关、光电开关、行程开关和PLC,用于通过DeviceNet网络控制上述输送系统的传输;
输出系统基于EtherNet网络,用于将电泳烘干控制模块、喷涂控制模块和面漆检查控制模块与EtherNet上的监控计算机连接,应用组态软件可以显示各生产设备的运行状态、运行参数、自动故障报警,记录故障点,调出相关的控制程序。
2.2 各分系统主要组成
基于DeviceNet及As-i现场总线的汽车涂装生产线控制系统,共分为三个工序: 电泳烘干工序、喷涂工序和面漆检查工序。以上三个工序各自使用一组控制模块,电泳烘干控制模块、喷涂控制模块和面漆检查控制模块,每组控制柜各配有一套 OMRON CS1系列PLC,三台PLC将通过Controller Link网连接,同时通过Ethernet网连接监控计算机。每套PLC还采用一个人机界面作现场监控。
图1是本汽车涂装生产线控制系统,包括输送系统1、控制系统2和输出系统3,其中:输送系统1包括用于将车身输送至各个工序的链条输送机、滚床、移行机、旋转装置、升降机,输送系统还包括吊挂车身的悬挂积放链、用于运送车身的空中滑橇系统、用于移动车身的地面滑橇系统、升降机、移行机等。设备数量多,具有高度的分散性,这导致I/O点数多,控制线路长。须采用以DeviceNet为底层网络的现场总线控制系统。

图1 汽车涂装生产线控制系统的示意
控制系统2包括电泳烘干控制模块、喷涂控制模块和面漆检查控制模块,各个控制模块基于DeviceNet现场总线的网络,其上连接的输入设备有按钮、急停开关、接近开关、光电开关、行程开关和中控计算机(PLC),用于通过DeviceNet网络控制上述输送系统的传输,并通过 Controller Link使各个工序之间相互通信。Controler Link是OMRON的主要的FA级别的网络,它支持在PLC之间及PLC和上位机之间的自动数据链接,也可以使用信息服务进行可编程的数据传送,可以得到高容量,柔性数据链接及高容量的数据传送,对低成本的通信系统,可使用双绞线电缆。
输出系统3将电泳烘干控制模块的PLC连接到 EtherNet上的监视计算机3,应用组态软件可以显示各生产设备的运行状态、运行参数、自动故障报警,纪录故障点,调出相关的控制程序,可执行多种通信:用TCP/IP传送数据或UDP/IP Socket Services,执行OMRON标准FINS指令,用FINS传送数据或用STMP传送邮件,根据需要选择通信服务,并将PLC柔性的连接到信息级别的 Ethernet网络上。

图2 汽车涂装生产线控制系统的电泳烘干工序现场平面图
图2是电泳烘干工序现场平面图,电泳烘干及冷却部分输送系统是整个涂装生产线的长度是最长的,输送线的任务就是把工件按照人的要求从位置A移向位置B,动作方式多种多样,有直线、旋转、上下、按需停止、不同速度的切换等等。实现同样功能的往往是相同类型的设备,所以整个生产线的设备类型有限而依靠控制来实现参数不同的功能。汽车生产输送线常见设备有链条输送机、滚床、移行机、旋转装置、升降机等等。
在此以生产线的一部分(电泳烘干及冷却)的设计过程为例(此部分包括几个典型的输送设备),来说明控制任务是如何通过基于现场总线的控制系统来实现的。此部分生产线输送设备的任务是完成电泳烘干到打磨前的工件输送。按流程顺序它包括链式升降机PL-C1(4m)、单速滚床PGD-C7(6m)、双速滚床PGS-C1(2.7m)、电泳烘干双链(52.1m)、双速滚床PGS-C2(2.7m)、链式升降机PL-C2(4m)、单速滚床PGD- C8(6m)、单速滚床PGD-C9(8.9m)、单速滚床PGD-C10(6m)、移行装置(PTR-C1)、旋转装置(PRO-C3)、单链LD- 2(74.6m)、停止器ST-C2、停止器ST- C2-1。设备自动运行时的主要依据是车身位置。一般情况下单速滚床需布置检测点和停止点,双速滚床需布置检测点和减速点,停止器需设占位、开端、闭端、复位,升降机需设上限、下限、上升减速、下降减速、上升限位、下降限位以及断链保护,移行装置和旋转装置各需设两个位置检测及一个减速点。减速点的使用一般都起到缓冲高速的作用。在贯通上下楼层的升降机旁侧还需布置作业人员侵入的检测点,以防事故发生。这样,整个涂装车间将使用大量的位置传感器,包括接近开关、行程开关、光电开关、压力开关等。





评论