指针式仪表数据智能采集系统设计
摘要 系统采用ADSP—BF533+FPGA EP1C6T144C8架构,可实现图像采集、指针仪表识别与读数、数据传输等功能。DSP通过对采集到的图像进行灰度变换、边沿检测以及Hough变换等处理后,实现对指针式仪表表盘的识别、指针定位和读数计算,以及指针读数的存储和传输。系统可通过串口实现组网测量与数据传输。FPGA接收DSP的指令,实现对COMS摄像头采集控制、键盘扫描以及各器件的片选信号产生等功能。利用计算机SQL Server数据库技术编写上位机程序,可对测量数据进行管理和备份。
关键词 DSP技术;Hough变换;SQL Serve;数据采集;ADSP-BF533
指针式仪表因具有结构简单、维护方便、不受电磁场干扰、可靠性高、价格便宜等优点,被广泛应用于科学实验和生产中。仪表检测部门和仪表观测单位在对仪表进行观测时,其读数通常由人工完成。由于人员视觉误差引起读数误差,且读数速度较慢、劳动强度大、观测周期长、工作效率低、易造成读数精度低、可靠性差、重复率高等问题。同时,指针式仪表长期使用后,由于表面污损也给人工读数带来了困难。因此,如何实现指针式仪表的自动判读,提高观测效率和观测精度,就成为需要解决的问题。
随着数字信号处理和数字图像处理技术的不断发展,应用这两种技术设计指针式仪表智能识别的方法受到人们关注,本文采用DSP技术,基于Hough变换的思想,开发了一套指针式仪表数据智能采集系统,实践证明该系统具有读数效率高、读数准确、可靠性高等优点。
1 研究现状
20世纪60年代后,随着数字图像处理、模式识别、计算机技术和人工智能理论的不断发展,机器视觉技术取得了较大进步,在许多领域获得了广泛应用。所谓机器视觉技术,主要用计算机模拟人的视觉功能,从客观事物的图像中提取信息,进行处理并加以理解,最终用于实际检测、测量和控制。
自动化生产过程中,机器视觉系统已广泛应用于工况监视、成品检验和质量控制等领域。机器视觉系统的特点是可以提高生产的柔性和自动化程度。在一些不适合于人工作业的危险工作环境或人工视觉难以满足要求的场合,常用机器视觉替代人工视觉,同时在大批量工业生产过程中,用机器视觉检测方法可以提高生产效率和生产的自动化程度,是实现计算机集成制造的基础技术。
指针式仪表的测定工作中存在频繁而大量的指针与刻度位置的视觉比较工作,这正是机器视觉技术可以发挥优势的领域。目前,在指针式仪表检定方面使用自动化检定装置的产品较少,基本采用常规的检测方法。自动化检定装置作为研究方向一直在进行之中,若自动检定系统研制成功并投入使用,将降低测试人员的劳动强度和人为因素造成的测量不确定性,对保证检定的准确可靠具有重要意义。
国内较早进行指针式仪表图像识别的是哈尔滨工业大学的李铁桥等,主要是对压力表进行了研究。王三武等人研究了水表多刻度盘的图像识别检定系统。李宝树等提到了识别指针刻度线,但这些研究都未脱离指针偏角的识别方法。再就是一些针对罗经、轿车部分仪表、飞机座舱零位仪表等的识别方案及设计。上述研究表明,指针式仪表自动读数识别的研究方法主要获取指针的角度,根据角度关系计算出仪表的读数。与人工读数的方法不同,没有根据指针与其最靠近的两条刻度的位置关系来计算读数,避免了在读数准确性上的不足。
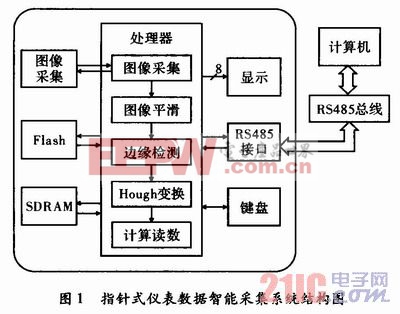
文中设计了基于Hough变换的指针式仪表智能采集系统,实现了图像采集、处理、存储、显示读数、通信等功能,并将最终数据递交上位机数据库保存,如图1所示。
2 系统硬件设计
根据实际需要,指针式仪表数据智能采集系统需要完成图像采集、处理、存储、输出、读数、通信等功能,对数据处理能力有较高要求。Blackfin系列处理器是AD公司和Intel公司针对高速嵌入式数字处理共同开发的高性能嵌入式DSP,其中ADSP—BF533当时钟频率为600 MHz时性能达到1 200 MMACs,能很好满足数字控制器处理能力的要求。因此,采用BF533为核心处理器,以SDRAM、Flash、CMOS图像传感器、RS485串行总线分路器等为外围电路,构建指针式仪表识别器平台。






评论