表面贴装技术
设置回(再)流焊温度曲线的依据:所使用焊锡膏的温度曲线,根据PCB的材料、厚度、是否多层板、尺寸;表面组装板搭载元器件的密度、元器件大小以及有无 BGA、CSP等特殊元器件;设备的具体情况,诸如加热区的长度、加热源的材料、回流焊炉的构造和热传导方式等因素。
某类印制板的实际生产中因设备缘故设定温度区域为:升温区,保温区,快速升温区,回流区。焊膏为Sn63Pb37型焊膏,其熔点为183℃,焊接采用某型回流焊接炉,每种印制板组件必须设计合适的焊接参数,做到一种印制板一个温度曲线。图4为标准回流焊接温度曲线,图5为某印制板实际回流焊接温度曲线。本文引用地址:http://www.eepw.com.cn/article/191932.htm
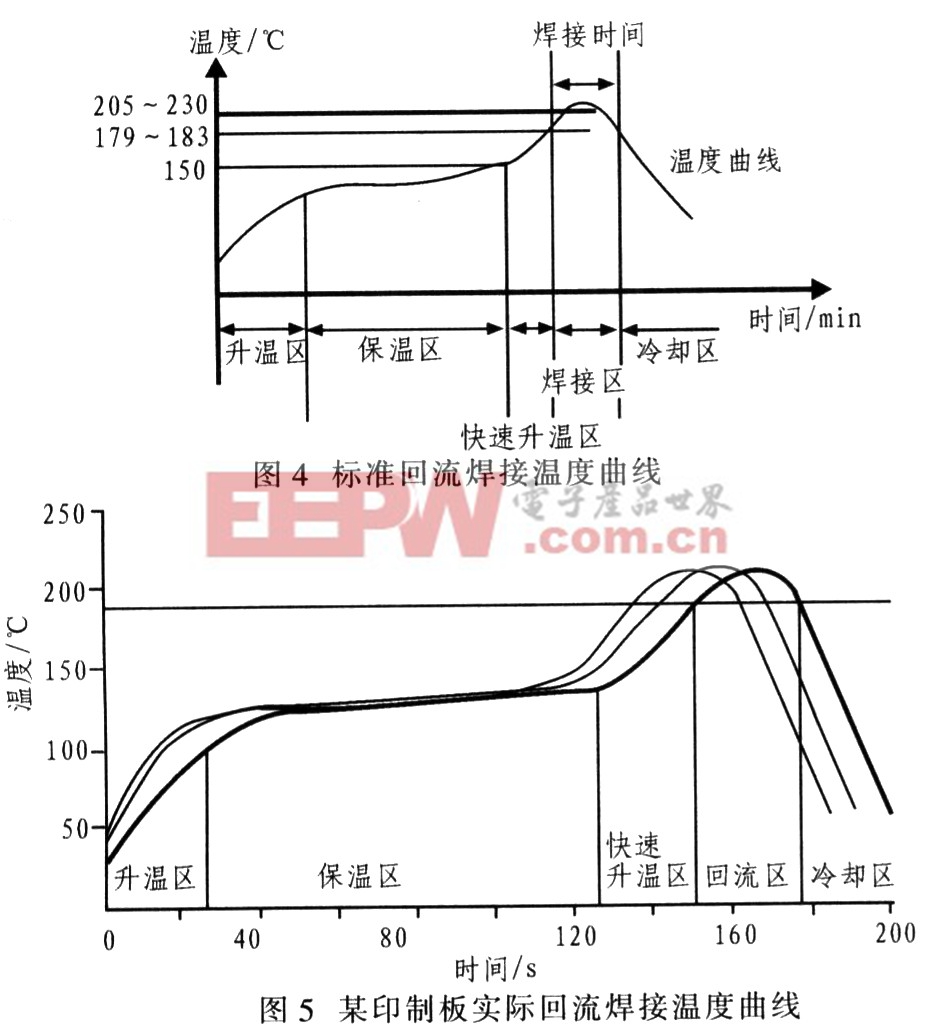
这是一个9温区的回流焊接炉,实际的温度测试有3个测试点,其中图5是实际温度曲线。温区的参数设定要满足以下要求:1)升温区:从室温到100℃的升温速率不超过2℃/s;2)保温区:从100℃~150℃保持时间70~120 s;3)快速升温区:从150℃~183℃保持时间不要超过30s,升温速度应该在2~3℃/s:4)回流区:最高温度为205℃~230℃,处于液相线以上的时间40~60 s;5)冷却区:冷却速度为2~4℃/s。经图4和图5的理论与实际印制板温度曲线对比,实际回流焊温度区域在标准温度范围内,从而得出此印制板表贴器件的焊接符合要求,保证印制板表面贴装器件的电气性能。需特别注意:回流焊炉必需每周测试一次,将测试温度曲线与标准温度曲线进行对比,确定二者是否完全吻合。主要核对参数有:升温区升温速率,保温区保持时间,快速升温区和回流区的升温速度、峰值温度、液相线以上时间,冷却区冷却速率,及曲线是否存在异常波动。
5 结束语
表面贴装技术渗透于各个领域,可直接影响到电子产品的焊接水平,以及电子产品的性能与质量。叙述表面贴装技术整个流程,阐述焊接过程中的回流焊的原理及温度曲线。对比实际生产过程中的某印制板的标准回流焊接温度曲线与实际回流焊接温度曲线,只要满足实际回流焊温度区域在标准温度范围内,就可以满足贴装元器件的性能指标。




评论