基于LPC11C14的服装工位机设计
根据CAN2。0B的规范,扩展帧信息为13个字节,包括信息和数据2部分。前5个字节为信息部分,字节6~13为数据帧的实际数据。CAN2.0 B规范如表1所示。本文引用地址:http://www.eepw.com.cn/article/170954.htm
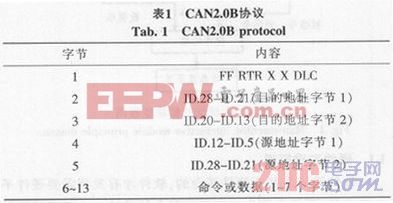
因此在CAN通讯中,一个数据帧最多只能传输8个字节的数据,而通信中需要收发40多个字节的报文,则需要对报文进行拆包。下面是经过拆包的CAN报文通信协议。
数据帧基本格式为:
![]()
CAN帧地址标识域(29BIT)CAN帧数据域(64BIT)
从以上的分解可以得知,多帧的第一帧是把数据包的“优先级”、“目的地址”、“源地址”放入CAN帧的地址标识域,“数据”放入CAN帧的数据域。“总帧数”用于标识当前数据包由几个数据帧组成,总帧数值为2—8,表示有2—8帧;“当前帧号”用于标识当前帧为数据包中第几个帧,其值为0—7,表示有1-8帧。
第1帧“数据”(56BIT)部分分解为:

第2帧到最后一帧的基本格式同第一帧,但“数据”部分只是紧接着上一帧的“具体生产物流信息”,长度为56 BIT。
5 实际应用
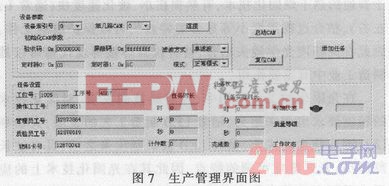
图7是生产线排产服务器的程序面板。在进行排产时,首先对CAN通讯定时器进行设置,以匹配波特率,然后点击“连接”和“启动CA N”按钮,以启动USBCAN-I接口卡;在任务设置栏中,输入工位号、工序号、物流卡号、工号以及任务时长,并点击“添加任务”按钮,将向工位机下达工单信息。任务状态栏则负责实时监控工单进度。通过实际测试发现,该工位机系统能够实时可靠地采集并处理生产物流信息。
6 结论
本系统采用RFID为数据采集手段和CAN总线通信技术,很好地解决物流信息的实时采集、传递和处理问题,为服装生产的数字化管理提供了支持。本系统已经在嘉兴森创时装有限公司进行了初步的现场调试,使生产效率提高了15%,产品质量问题降低了20%左右,企业的信息化管理程度得到了大大的提高。











评论