射线传感器在蔗丝厚度自动调节系统中的应用
在传送机从动轮轴上安装一个OMROM E682旋转编码器,旋转编码器能将机械角位移量转换为与之对应的速度脉冲信号,经定时器/计数器TMC-10测量得到传输送机从动轮的角速度,角速度可由脉冲数决定,由于从动轮半径己知,就很容易计算得到传送机的速度。20同时,TMC-10还用于产生精确的定时中断信号。
SIEMENS 6SE70变频器根据蔗丝厚度的变化量输出4~20 mA电流,经变换得到2~10 V电压,计算机根据电压值的大小自动调节传送机的速度,从而达到了调节传送带上蔗丝流量均衡传输的目的。
为方便现场工作人员观测生产数据,将计算机显示的部分内容通过RS 232传送到生产现场的大屏幕显示器上显示生产数据。
3.2 软件设计
系统软件采用TURBO++3.0编制,使用自带小汉字库技术,系统软件不仅可以脱离汉字操作系统运行,减少内存占用量,而且避免了汉字操作统之间的冲突。系统软件除了显示瞬时流量、传送机瞬时负载、传送机瞬时速度、班产量、日产量、当月累计量、当年累计量、系统运行状态等信息外,还具有历史记录查询、定时或随时打印生产报表、系统参数标定、产量设定,显示实际产量、正常工作时间、停机时间、空带运行时间等功能。
主程序流程图如图2所示。
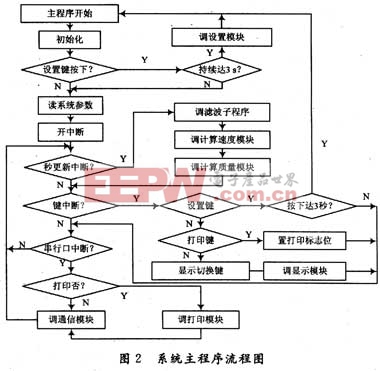
开机后,首选进行系统初始化,然后进入循环程序,在循环程序中,每秒刷新一次显示,循环判断系统的运行状态,是否有功能键按下以及是否到换班时间,若有功能键按下,则进行相应处理;如果到换班时间,则执行中断服务程序。中断服务程序流程如下:保护现场→采样γ射线传感器输出电压→采样旋转编码器脉冲信号→计算瞬时速度→计算瞬时负荷和累计产量→恢复现场→中断返回。为了实时显示系统当前的生产状态,还利用Kingview6.00软件开发了动态显示功能。
4、系统标定
速度标定:首先测出传送机从动轮直径的d,传送带的速度v=ω・d/2便可算出,式中ω为传送机从动轮的角速度,由E682旋转编码器输出脉冲信号,经定时器/计数器TMC-10测量得到。
空载电压标定:将传送带上的甘蔗丝清空,传送机空载运行,γ射线传感器输出电压稳定后(稳定时U0瞬时值变化20 mV,平均值变化5 mV),再连续6次采样γ射线传感器上的电压,其平均值即为空载电压U0。
实物标定:首先进入实物标定程序,输入传送机从动轮直径d、空载电压U0、负荷系数K(预先输入经验值),然后给传送带上投放甘蔗丝,开始进行计量,输送带上具有一定厚度的甘蔗丝经γ射线传感器后,系统停止标定,系统自动累计结果mh。若以标准称(地中衡:误差≤0.3%)的称量结果mb不相等时,则按K’=mb/mh对K值进行修正,再次投放甘蔗丝,并重新标定,直到满足系统误差OδO=[(mb-mh)/mb]100%=1%为止。实物标定过程及结果如表1所示。

5、结语
这套系统投入使用后对糖厂提高产品质量起到积极作用:
(1)一级白砂糖色值下降了20 IU,二氧化硫残留量仅有21 mg/kg,还原糖为 0.05%;
(2)系统动态计量误差≤1.5%,压榨抽出率96%,蔗渣水分47.5%,蔗渣转光度2.15%,糖厂压榨车间安全率达到99%;
(3)甘蔗压榨量均衡稳定,输送制炼车间蔗汁均衡,锅炉产汽量、蒸发罐入和糖浆锤度稳定;
(4)有利于沉淀池蔗汁沉淀,提高了澄清效率。










评论