基于PLC 的温度控制系统
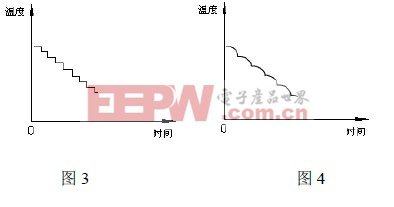
下面以斜率降温为例,说明 PLC 的温控过程。首先在主程序中判断当前目标温度是否小于上一步目标温度,再判断斜率不等于零,若满足这两个条件,就按照指定斜率降温。在斜率降温时,将降温段曲线按时间分成若干个相等的小间隔,对每一小间隔计算出相应的温度作为这
一小段的温度给定值,因而工艺曲线的降温段可以用阶梯性表示,如图3 所示,又因为染机的大惯性,因而降温曲线段可由图4 表示。只要每一间隔的时间足够小,则计算的每一间隔的温度给定值与理想值的偏差就可忽略。本系统采用采样时间将降温段曲线分成相
两次目标温度比较斜率K 保温时间t 当前动作图示
K≠0 t=0 按斜率升温
T*-T*′>0 K≠0 t≠0 按斜率升温后保温
K=0 t=0 直接升温
K=0 t≠0 直接升温后保温
K≠0 t=0 ERROR
T*-T*′=0 K≠0 t≠0 保温
K=0 t=0 ERROR
K=0 t≠0 保温
K≠0 t=0 按斜率降温
T*-T*′0 K≠0 t≠0 按斜率降温后保温
K=0 t=0 直接降温
K=0 t≠0 直接降温后保温
等的小间隔,每个间隔的温度设定值可由下式计算(其中 T 设J 为每一间隔的温度给定值):
 本文引用地址:http://www.eepw.com.cn/article/163914.htm
本文引用地址:http://www.eepw.com.cn/article/163914.htm 同理,根据采样周期、降温斜率计算出降温时间 t,再计算总采样周期数N、温差△T(其
中T0 为温控前的实际温度,KJ 为降温斜率,Tt 为采样周期,T 为当前温度):
 △T= T -T 设J
△T= T -T 设J
在斜率降温时,为了能准确的控制温度值,设定了差温报警值Te 和控制输出域值Tc,根据
温差△T 与它们的比较,得出以下控制规律:
a. △T>0
1. △T≥Te,则全开冷却阀并显示“降温太慢”,同时报警。
2. Tc<△T<Te,则开始PID 控制,得出控制量U 作为冷却阀开启时间。
3. △T<Tc,自然动作,当前采样周期数加1。
b. △T <0
1.|△T|≥Te,全开加热阀并显示“降温太快”,同时报警。
2.|△T|<Te, 关闭冷却阀,并将当前采样周期数加1。
5 结束语
本系统结构灵活,通过PROFIBUS-DP 总线将现场控制器互连成网,用户可以在中控机上编辑各种条件下的温度曲线,通过总线快速下传给现场的控制器,使其依据接收到的温度曲线控制染色过程中的温度,同时可通过PROFIBUS―DP 控制网络实现现场数据的上载。
本系统不但可以实现温度控制,而且根据需要还可扩展其他染色工艺过程的控制如水位、液位等参数的控制,具有良好的发展前景。
本文作者创新点:采用S7-200PLC 作为生产现场的控制器,完成温度控制,本系统能及时准确地控制染色产品的质量,将产品的质量隐患消灭在现场,保证染色一致性和一次准确化;通过PROFIBUS―DP 总线实现快速响应、高效率、低成本生产,大大提高染整设备的自动化、连续化、智能化水平,同时,应用网络通信技术可为间歇式染色机与染色厂企业信息管理层、互连网的连网提供了基础,使设备的控制系统具有开放性的体系结构。

















评论