基于PLC和触摸屏的双头盲孔钻机控制系统设计
控制系统采用松下PLC与威纶触摸屏相结合的方式:威纶触摸屏主要用于加工工艺参数的设置以及对PLC发送控制信号和显示PLC的状态信息(比如报警信息,正在进行的工序号信息等),通过触摸屏软件编程,将触摸屏中的变量直接映射到PLC中,使得在触摸屏上的各个动作能够直接反映在PLC中;PLC通过读取现场的输入信号以及触摸屏的控制信号,按照预先编好的程序进行程序扫描之后,输出控制信号到机床,以控制电机或者气缸动作;现场传感器输入信号由左右移电机极限位置、原点传感器与左右钻电机极限位置、原点传感器和主轴电机电流传感器等输入信号组成。本文引用地址:http://www.eepw.com.cn/article/163844.htm
2 硬件设计
综合考虑系统工艺要求,选用松下公司生产的FP―X C60T PLC。该PLC具有4个脉冲输出,由于每个脉冲输出均有一个脉冲输出口和脉冲方向输出口以及原点位置和极限位置输入口,故需占用4×4=16个I/O口;再根据系统的其他控制要求,需设定4个输入口(主轴超限电流和急停、启动输入)和10个输出口(包括对5个气缸的控制输出和报警信号、油泵信号,主轴电机过流输出信号等)。
触摸屏选用威纶Weinview MT506触摸屏,其开发软件是Easy Builder,简单易学。
3 软件设计
3.1 PLC软件设计
松下FP―X C60T采用FPWIN GR Ver.2.72软件进行编程设计,可采用梯形图语言和顺序功能图语言进行编程,本设计采用梯形图编程。
软件设计包括手动方式和自动方式设计,其中手动方式要求对各个动作都能单独独立运行,自动方式操作时需要严格按照工艺要求的操作流程来完成整套动作。软件设计流程如图2所示。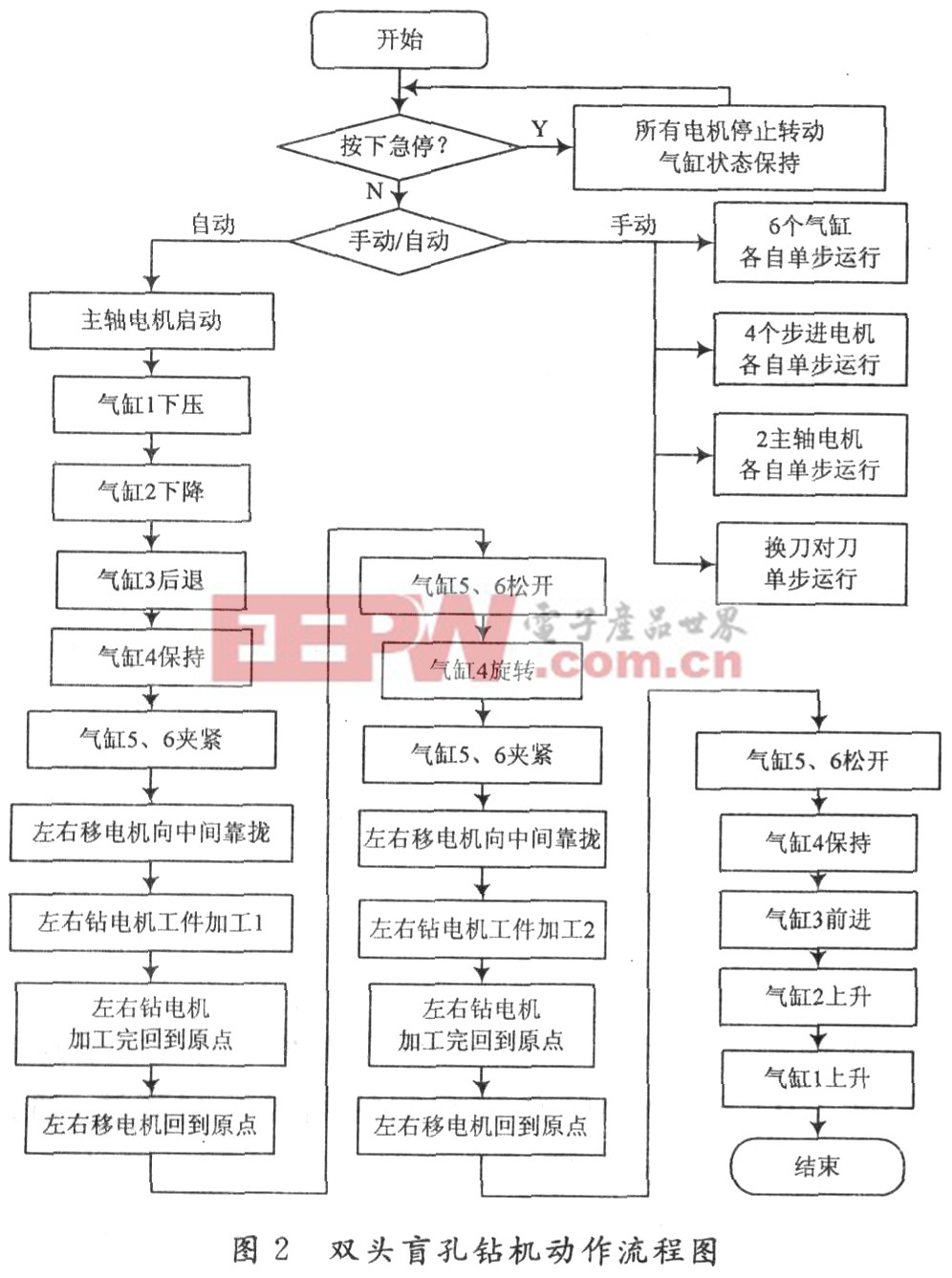
3.1.1 自动方式设计
双头盲孔钻机自动方式下的工作流程如图2所示。由于自动方式具有较严格的工艺流程要求,编程时采用松下PLC的步进转移指令:SSTP,NSTL,NSTP,CSTP,STPE等5条指令。而对于步进电机的控制,则直接采用松下PLC中的脉冲输出指令F171(SPDH),F172(PLSH)指令。通过设置脉冲输出指令控制字,还可以调节步进电机的最低速,最高速以及加速时间,脉冲个数等。使用松下PLC,对步进电机的控制很方便。
3.1.2 手动方式设计
手动方式一般用于试机运行及调试阶段。设计有6个气缸单步运行,4个步进电机单步执行,2个主轴电机单步执行。对于步进电机控制,采用调用子函数的方法来对各个步进电机进行单步运行。除此之外,换刀对刀功能也需要在手动下完成。
3.1.3 步进电机控制技巧
针对步进电机控制,采用松下PLC的特殊指令F171与F172。其中,针对F171有两种不同的控制,一种是梯形图控制,另外一种是原点返回控制。两种控制通过设定数据表来选择。这个指令可以用在自动方式下的步进电机控制。对于指令172(PLSH)是JOG控制,可以用于手动方式的电机控制。
3.1.4 急停功能设计












评论