基于PLC的火电厂烟气脱硫控制系统研究与设计
2 脱硫控制系统设计
2.1 设计方案分析
根据对脱硫工艺及控制系统功能的要求,目前通常采用的脱硫控制系统有三种:
(1)采用模拟仪表和工控机的控制系统,这种系统广泛应用于中、小型电厂,系统配置简洁,造价较低。但在一些大、中型的控制系统中,控制系统要同现场其他电气设备实现各种联锁关系,在这种情况下,单一依靠工控机以及模拟仪表无法实现这些复杂的控制功能,系统的可靠性较低。
(2)采用DCS的控制系统,充分利用DCS的软、硬件资源,提高系统的可靠性。但由于DCS系统造价较高,所以一般在一些有着较为全面规范的大中型控制系统中使用。
(3)采用PLC和工控机的控制系统,将PLC作为系统的控制核心,工控机与PLC结合,并实现通讯。PLC是面向工业发展起来的一种新型的工业控制器,具有编程灵活、功能齐全、控制简单、使用方便、抗干扰能力强、体积小、重量轻、耗电省等特点,在工业生产过程控制中得到了广泛的应用。近几年,在脱硫系统中广泛采用了PLC控制,改善了工人的工作环境,提高了脱硫的效率,取得了很大的经济成效。
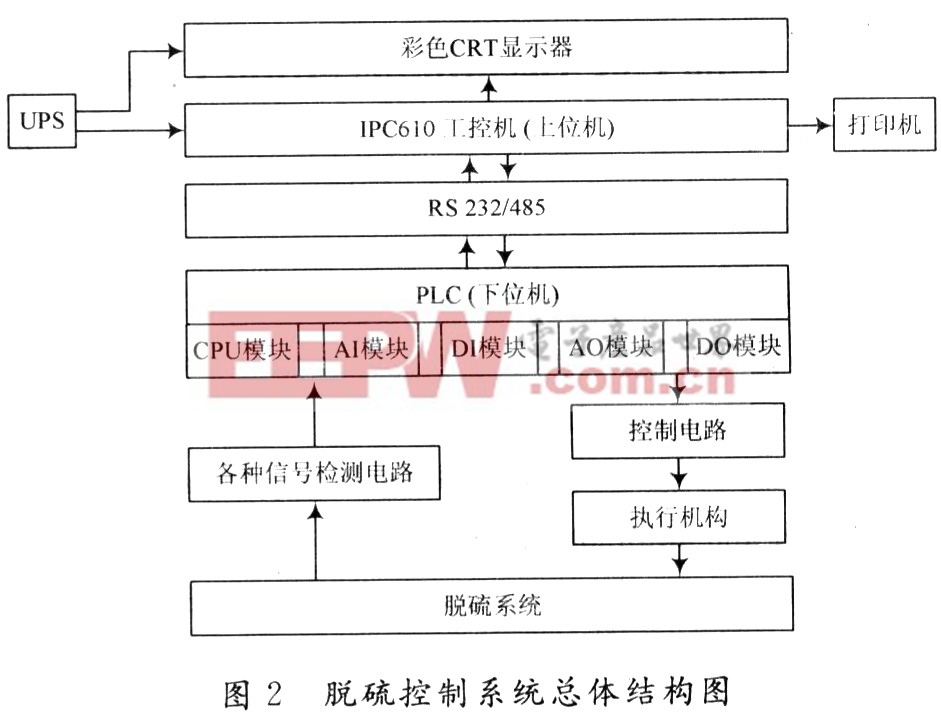
在分析、比较上述三种脱硫控制系统设计方案的基础上,构建了由工控机和PLC组成的上下位机脱硫控制系统,其结构框图如图2所示。系统以“研华”IPC-6102工业控制计算机(PC)作为系统上位机,配以PHILIPS 21寸彩色显示器,激光打印机和键盘等;西门子(SIEMENs)SEMATIC S7-300可编程控制器作为系统下位机。PC通过适配器MPI卡(多点接口卡)与PLC互相通讯、互相联系。为确保突然停电时不影响上位机监控系统的运行,系统配置有UPS(Uninter-ruptible Power Supply,不间断电源)。PLC用于现场设备参数和信号的采集、运算、调节输出、控制各设备运行;上位机主要用于工艺运行参数设定、系统调节参数设定、实时运行曲线检测和设备故障报警等,实现脱硫控制过程的自动化管理与控制。本文引用地址:http://www.eepw.com.cn/article/163488.htm
2.2 可编程控制器选择
烟气脱硫自动控制系统对硬件的要求很高,其生产过程中的特点决定了系统必须具备较高的可靠性,较快的速度等,在众多的PLC产品中,S7-300 PLC功能强、速度快、扩展灵活;它具有紧凑、无槽位限制的模块化结构。本系统选用了SIEMENS公司生产的紧凑模块式结构的小型SIMATIC S7-300可编程控制器,它是目前国内应用较多,性能价格比较好的高性能PLC。
2.3 电源电路
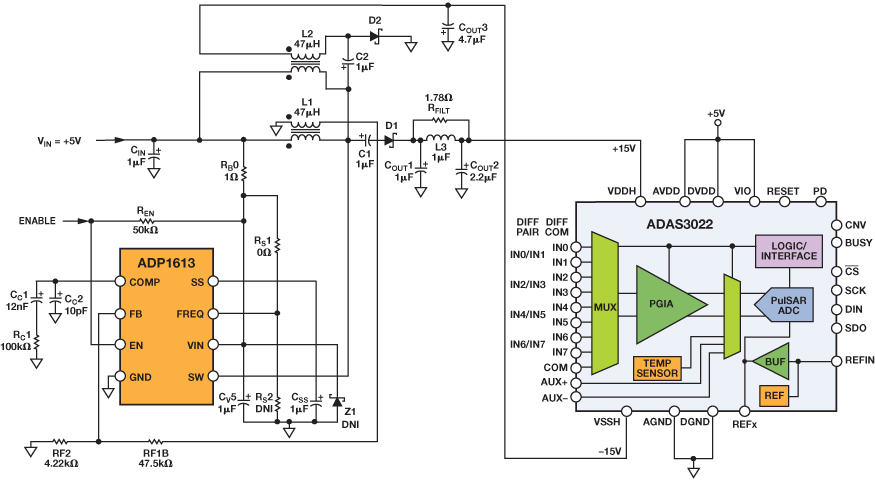
由于系统没有专用电源供电,而是由电网供电。与电网相连的晶闸管整流设备以及脱硫过程中的大功率负载等,在运行时会产生大量的高次谐波,而使交流电网造成污染,电压波形发生畸变。因此现场用来对PLC、打印机和上位机等进行供电的电源带有隔离变压器和电源滤波器,以增强抗干扰能力,电路如图3所示。由于电网中的高频干扰主要不是通过变压器的原、副边线圈的互感耦合,而是靠原副边绕组之间的分布电容耦合的,为此系统采用了隔离变压器,隔离变压器的原副边绕组之间均有隔离屏蔽层,并将零电位线经电容接地,因而该隔离变压器原副边绕组之间的分布电容很小,所以抗电网干扰能力很强。

系统的交流电源先经净化稳压电源稳压、交流隔离器隔离后输出,在交流隔离器的输出端设置了交流低通滤波器,用于滤除高次谐波,并使50 Hz的基波能顺利通过,改善了电源的电压波形,防止了高频干扰和尖峰脉冲干扰。














评论