基于PLC和脉冲伺服在枕式包装机上的应用
图 4. 双轴iDrive主动/从动轴设置
3.3 系统设定以及电子凸轮
1) 图5、图6和图7显示了本系统的调试界面,此调试界面主要提供给机器制造商使用,参数的调试可以在PC上实现,也可以在通用的HMI上完成,也可以根据客户的具体要求来进行软件定制。
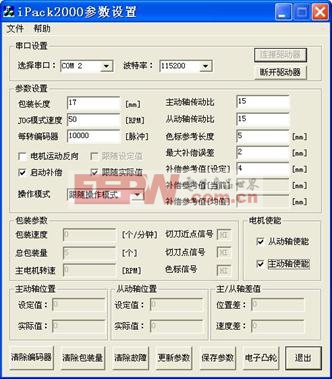
图5. iPack2000参数设置界面

图6. iPack2000电子凸轮计算(凸轮位置曲线)
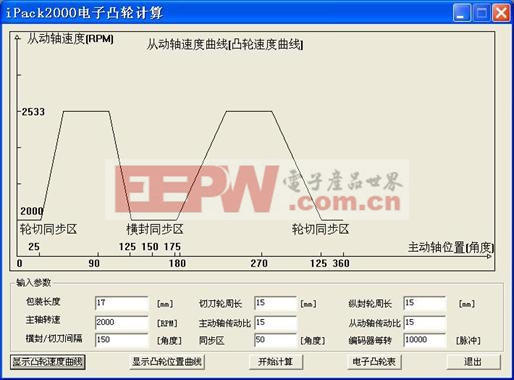
图7. iPack2000电子凸轮计算(凸轮速度曲线)
图6和图7显示了iPack2000电子凸轮的计算,图6显示的是主动轴位置和从动轴位置值的对比曲线,其中横坐标是主动轴位置值,纵坐标是从动轴的位置值。图7显示的是在一个包装区间内从动轴的速度曲线,从中可以看出有两个速度同步区,分别是横封同步区和横切同步区。对于常见的热封热切工艺,则只需要设置一个同步区即可。
3.4 色标补偿量的计算
l 补偿量计算
补偿量的计算主要依靠色标信号和切刀近点信号,如图8所示。补偿测量值为 L=L1+L2/2,即补偿测量值为切刀近点信号到色标信号之间的电机编码器脉冲数加上色标宽度的一半。
取得补偿测量值以后,系统再进行净补偿值的计算,其方法是:
净补偿值=补偿标准值-补偿测量值;
















评论