应用RFID的数控刀具识别系统设计与实现
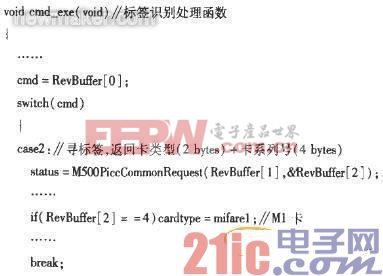
软件系统包括主程序、串口中断程序和发射子程序。主程序为顺序结构,完成串口、中断初始化设置;串口中断程序接受上位机命令,配置RC500内部寄存器;发射模块进入发射状态,读写器通过防冲突算法分时选择一个标签进行读取,实现标签的识别,耗时短。这里给出标签识别操作的程序片段,软件流程如图3所示。
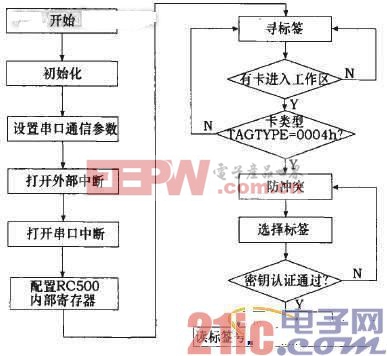
图3软件流程
标签识别操作的程序片段:
2.3上位机软件设计
上位机通信软件使用VC++6.0软件编写。主要功能是通过申门通信发送所要执行的操作命令,读取刀具标签信息。以及将读取的信息进行处理,查询数据库显示。
刀具信息管理系统中单位刀具的信息上要由静态信息和动态信息组成。静态信息是刀具本身固有的加刀具编号、刀其名称和儿何参数等;动态信息则会随着刀具的使用而发生变化,如借还信息、库存信息等。系统在VC++环境下使用动态数据对象(ActiveXData Objects ADO)来对数据库应用程序进行开发。
3系统功能实现
3.1随机快速取刀
为了验证系统功能,设计了一个具有8刀位(间隔45度)的圆盘回转装置,随机存放刀具。RFID系统初始对应的刀位设为识别起点。系统启动,刀盘从当前起点开始随步进电动机控制每转动45度,RFID识别当前刀具标签,每次识别的信息传给微处理器存于刀位信息数组,数组包含刀座和刀具对应信息。RFID将一圆周识别完后,回到识别起点。此时,微处理器端的键盘输入所需的刀具号,微处理器内部算法运行,查找刀位数组中与输入刀具号信息匹配的刀位,并计算该刀位与识别起点的角度差(角距)。角距值为n*45度(n=0~7)。再根据n的取值,判断电动机如何旋转才能最快到达目标刀具。接着,RFID读写器将所对应刀具信息的核心参数在液晶显示器上显示。随后便等待取刀,工作完成后RFID系统将重回识别起点,整个识别过程运转快速简便。系统换刀流程如图所示。
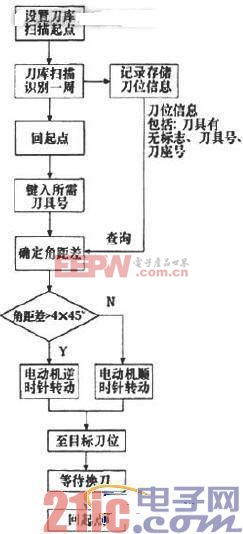
换刀流程
新刀其存入库的方式遵循就近空位放置的原则。取刀后,圆盘刀库8个刀位中将有空刀位。当新刀具需存入刀库时,微处理器查询该时刻各刀位信息。确定距离当而RFID系统位置的最近空刀位,随后,刀库转至最近空刀位,等待欣置新刀具。放置过后,RFID重新识别放置新刀具后的刀位信息并存储,以待下次识别工作的循环执行。新刀人库后,整个刀位信息数组无需重置。只修改部分信息即可。
3.2实验结果
系统工作时,圆盘刀库转速为15r/min,RFID.识别刀具标签时间为0. 25s.系统扫描识别一圆周总时间为6s.接着系统接受需查询的刀具号对目标刀具定位,假设RFID在识别起始点(0号刀位),刀具识别定位的平均时间为1s.
本识别系统改善了刀库中刀具识别的功能,使整个识别过程更加有效、稳定。对刀具识别的改进,使刀具在刀库中能随机存放;将射频识别与查表定位相结合的方法应用于刀具定位中,系统功能执行效率更高;电子标签中存有的刀具信息容量更大;单位刀具信息在换刀过程中可实时显示,使换刀过程实现可视化控制。
4结语
无线射频识别与其他目前应用的刀具识别方法比较,电子标签不受现场恶劣环境的干扰,不怕油、灰尘和脏东西的污染,使用寿命长,自动化程度高。数控机床刀具射频识别系统的用途是监控刀具和管理刀具,为机械加工准备好所需刀具,避免了停工等刀现象的产生。
本系统中管理与监控有机结合,具有较强的实用性,可提高生产效率和降低管理成本。

p2p机相关文章:p2p原理








评论