基于ARM的钢铁材料裂纹电磁无损检测电路设计
目前,钢铁材料质量检查和故障诊断的智能化和自动化的研究成为无损检测技术发展和应用的一个重要方向。然而现有的电磁无损检测仪器对于钢铁材料裂纹质量检测还存在许多难题,因而研发高效、智能和快速的检测仪器仍然是这一领域的最大亮点。本文将ARM技术应用于电磁无损检测电路设计中,一方面能够提高钢铁材料检测的精度和速度,另一方面电路设计优化能够缩小检测仪器体积,便于检测人员携带。
1 初始磁导率法的检测原理
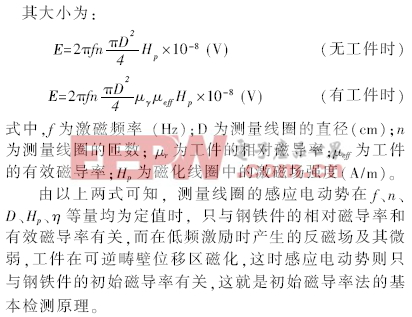
初始磁导率法是基于电磁无损检测方法检测钢铁的材质,因其非破坏性、简便、快速及可实现100%逐件检测等优点,在工业上得到广泛的应用[1]。初始幅值磁导率法检测的原理如图1所示,当一个空心的磁化线圈中通以交流激磁电流之后,线圈内产生一个轴向的磁场强度Hp。被测的铁磁性工件放入该线圈时,在交变磁场的作用下钢铁件被交变磁化,从而大大增加原来的磁场强度Hp。但同时,由于非无限长工件的退磁场强度和钢铁件中感应出的涡流产生的附加交变磁场,两者之和Hs又总是削弱原外加磁场Hp。因此,为了处理方便引入了有效磁导率μeff。这样, 用一组测量线圈同轴绕制于激磁线圈上时, 必然在测量线圈上产生一个感应电动势E。
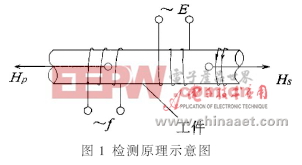
初始磁导率是钢铁材料的磁化曲线在原点处的斜率, 即磁感应强度随磁场强度线性增加范围内的磁导率(磁畴畴壁的可逆位移区)在此磁场范围内,工件磁化后无剩磁。而裂纹、内裂等损伤是由于钢铁材料在生产和加工过程中受热应力和组织应力等因素造成的,根据应力理论,钢铁材料的应力越大,其初始磁导率下降越大[2]。
2 系统总体方案设计
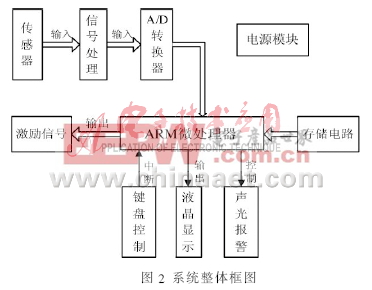
本系统主要由激励部分、传感器部分、信号处理部分和系统控制部分组成。其中系统控制部分包括核心控制器件S3C2440A芯片、A/D转换器、存储器件、液晶显示、键盘和声光报警6部分。设计的系统总体框图如2图所示。
3 系统功能模块设计
3.1 激励部分
本设计的激励方波采用S3C2440A控制芯片的PWM功能的定时器产生,激励方波的频率与占空比是通过软件编程对PWM进行配置,由于从S3C2440A控制芯片的I/O口输出的是3.3 V电压,为了提高激励方波电压值,可在经过电压补偿电路后提高达到±5 V电压。将处理器的J7引脚(TOUT2)配置成PWM输出,然后将输出的信号经过模拟电路处理得到需要的方波激励信号。
3.2 传感器部分
传感器部分由激励线圈和检测线圈组成,采用自比较式的差动设计,用2个线圈同时在钢铁试样上实施检测[3]。钢铁器件检测的相邻部位的材料物理性能与几何参数等通常都相差较小,对在钢铁材料上匀速水平移动的传感器的干扰一般较小。设计中,选用初始磁导率较高的U型锰锌铁氧体作为传感器的磁芯,如果钢铁试样中的应力越大,则初始磁导率下降越快。激励线圈与检测线圈的绕线匝数为1:4,尽量地增大有效磁导率,进而提高钢铁材料损伤检测的灵敏度,并且可以明显降低传感器激励线圈的功率。
3.3 信号处理部分
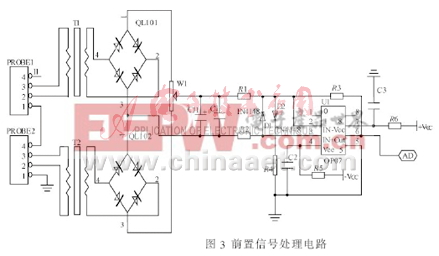
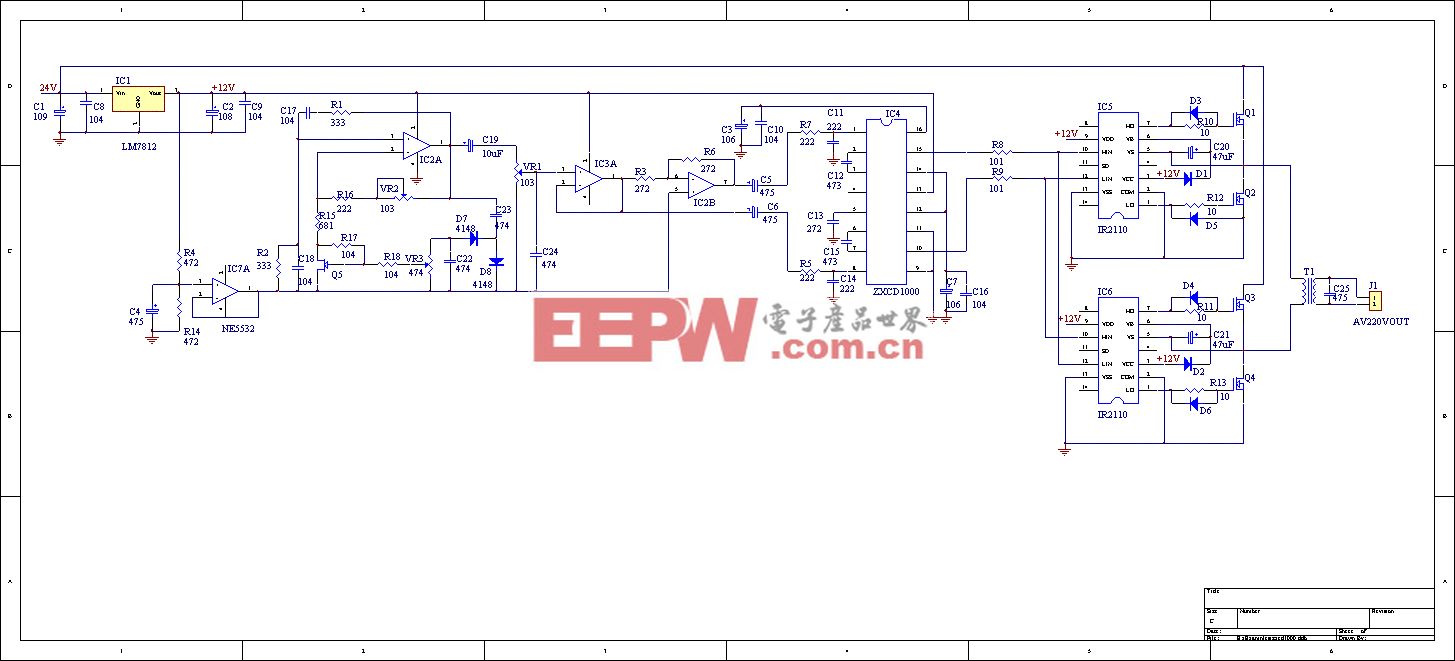
前置信号处理部分主要由整流电路、滤波电路、放大电路3部分组成。经过信号处理部分后可以使检测到的信号减少噪声干扰、提高信噪比,使检测信号尽可能不失真地传输到后续电路。设计中选用741运放与RC电网组成滤波放大电路,对从桥式全波整流电路出来的信号进行滤波和放大,放大100倍后可以得到比较清晰的检测信号,然后将得到的模拟信号传输给A/D转换器,转化为便于分析处理的数字量。这种电路能够抑制各种外来干扰因素,而且结构简单。前置信号处理电路如图3所示。










评论