铝合金高速干切削过程智能监控及工艺研究
二、系统整体框架简介
本文引用地址:http://www.eepw.com.cn/article/110840.htm整个系统分为硬件平台(实验平台)和软件平台(开发环境及应用环境)两部分。
1、硬件平台设计与实现
系统总体硬件框图如下:
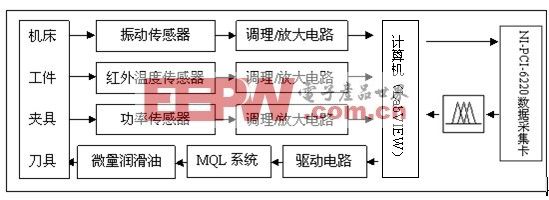
图1 系统总体硬件框图
由图1可以看出硬件部分主要由振动传感器、温度传感器、功率传感器、信号调理模块、MQL系统和数据采集卡等组成。
该系统主要由数据采集卡PCI-6220通过各个传感器分别采集到高速干切削加工过程中的振动信号、温度和功率信号,将采集到的信号反馈到主控计算 机,由预先编制好的虚拟仪器(LabVIEW)程序进行实时数据处理提取其特征值并存储,通过LabVIEW程序中的模糊控制模块间接控制MQL系统以实 现冷却润滑物喷射到干切削工作台的流速大小,从而完成整套闭环系统。系统运行现场参见图2:

图2 系统运行现场
2、软件平台设计与实现
2.1 系统软件框架
基于LABVIEW平台构建信号采集、显示、存储、分析的数据监测软件系统。软件设计采用了面向组件的设计思想,把一个完整的程序分成若干个功能相 对独立的较小的程序模块抽象出来,各个程序模块分别进行设计、编制和调试,最后再将各个模块链接起来总调,采用DMA处理方式保证了刀具状态识别的实时 性。系统由以下组件组成:系统初始化和自检模块,参数设置模块(传感器参数、通道增益及采样频率和采样点数等设置),信号分析与处理模块,数据管理与诊断 模块和模糊控制模块等。其结构和系统界面如图3,4所示:
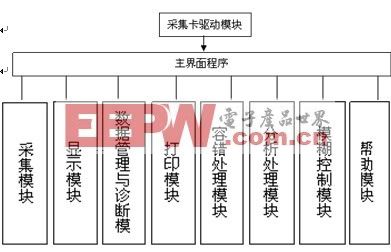
图3 高速干铣削过程监测软件模块结构图

图4 高速干铣削过程监测系统界面





评论